INPDS İle Sonlu Üretİm Kapasİte Planlama ve Üretİm Çİzelgelemeye Başlangıç
• Mamul ve Yarımamul Ürün Ağaçları
• Mamul ve Yarımamul Ürün Rotaları
• Makine ve İş Merkezlerinin Tanımı
• İşçilik Sınıflarının Tanımı
• Kalıp ve Aparat Bilgilerinin Tanımlanması ve Ürün Rotaları İle Bağlanması
1. Mamul ve Yarı Mamul Ürün Ağaçları
Mamul ve yarı mamullerin ürün ağaçlarının doğru ve eksiksiz olması çok önemlidir. Sonlu Kapasite sistemleri üretimi çizelgelerken ürün ağacına göre oluşmuş olan üretim emirlerindeki malzeme listesinin stoklarına ve bu malzemeler için açılmış olan alt üretim emirlerinin miktarlarını kontrol ederler. Üretime giriş için yeterli malzeme stoklarına sahip olmayan bir iş emri çizelgelenmez. Bu kontrolün doğru yapılabilmesi için komponent miktarlarının kesinlikle doğru olması gerekir. Kısmen stoklara sahip olsa bile, ürünün tezgahta kalması istenmiyor ise eksik kalan stokların beklenmesi daha doğru bir karar olur. Burada üretim planlama kapasitesindeki boşlukları değerlendirmek için zaman zaman eksik malzemenin kullanılacağı operasyona kadar üretim emrini ilerleterek çizelgelemek istenebilir. Sistemin bu şekilde çalışması isteniyor ise komponentlerin operasyonlar ile bağlanması gerekir. Böylece malzemesi hazır olan operasyonlar çizelgelenir ve eksik komponentin operasyonuna kadar iş ilerletilir. Buradan da anlaşılacağı üzere ürün ağaçlarındaki komponentlerin doğru tanımlanması ve operasyon bağlantılarının kurulması kritiktir. Aksi takdirde oluşturulan üretim çizelgesi sahada uygulanamaz ve başarısız olur.
2. Mamul ve Yarımamul Ürün Rotaları
Üretim çizelgeleme sistemleri çoğunlukla job-based olarak adandırılan iş temelli yaklaşımı kullanır ve daha ileri metodlarda INPDS gibi olay temelli metodları kullanarak gerçek zamanlı çizelgeleme metodları ile çalışırlar. Bunu yaparken iş sürelerini ürün rotalarına göre oluşturur ve kaynaklar üzerine atarlar. Dolayısı ile yanlış üretim süreleri ile doğru bir çizlegeleme yapılması mümkün değildir. Üretim sürelerinin belirlenmesi detaylı ve titiz bir çalışma gerektirir. Kaldı ki bu süreler maliyetlerin hesaplanmasında da kullanılacağı için doğru olması çok kritiktir.
Rotalar oluşturulurken hazırlık sürelerinin mutlaka ölçülmesi ve operasyon süresinden ayrı olarak belirtilmesi gereklidir. Çizlegeleme sırasında farklı operasyonlar arası geçişlerde ayar sürelerininde dikkate alınması için bu şarttır. Ayar süreleri çizelgeleme yapılırken kayıpları azaltmak için, aynı operasyonların art arda getirilmesi şeklinde sıralamada kullanlır. Yada parçalar arasında geçişler yapılırken matiks geçişlerin hesaplanması için tablolar oluşturulabilir. matriks tablolar oluşturulurak ileri düzey çizelgeleme yapılabilir. Genellikle plastik enjeksiyon ile üretim yapan ya da boya imalatı yapan işletmelerde açık renklerden koyu renklere geçerken ayar sürelerinin daha uzun ve değişken olması nedeni ile oluşturulurlar. Bu kadar değişken ayar zamanları sözkonusu değilse oluşturmaya da gerek yoktur.
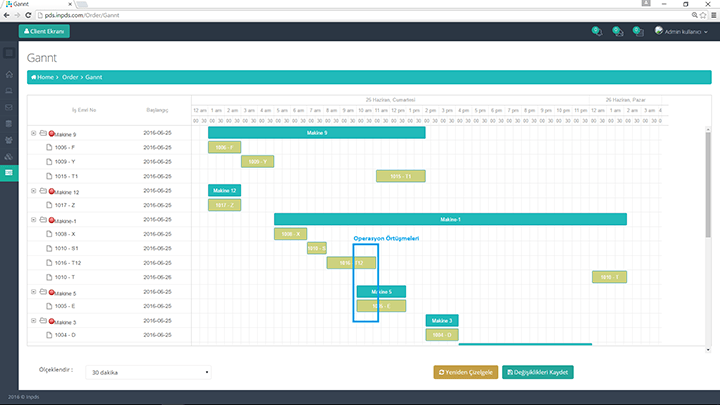
Rotalar oluşturulurken bir diğer önemli nokta ise operasyonların örtüşme süreleridir. Operasyonlar başlamak için her zaman kendinden önceki operasyonun tamamen bitmesini beklemek zorunda değildir. Sıklıkla, bir önceki operasyonun belli miktardaki ilerlemesinden sonar sıradaki operasyon başlayabilir. Bu miktara örtüşme miktarı denir ve ürün-operasyon bazında tanımlanır. Çizelgelemenin gerçekçi olabilmesi için çok önemlidir. Belli bir tolerans ile verilerek rota bilgileri içinde girilmesi gerekir.
Rotalar oluşturulurken en çok kafa yoran konulardan biri alternatif makine yada iş merkezlerinin nasıl ve ne mantıkta sisteme tanımlanması gerektiğidir. Örneğin tercihen tornada yapılması gereken bir operasyon bu kaynaklarda doluluk olduğu durumlarda CNC iş merkezlerinde de yapılabiliyorsa bu operasyon için CNC makinesi tornanın alternatifi olur. Alternatif iş merkezleri çizelgelemelerde dikkate alınırken dikkatli olunmalıdır. Çünkü esas kaynaktaki yoğunluk nedeni ile altenatif iş merkezine aktarılan işler, alternative iş merkezinde darboğazlara neden olabilir. Tabiki bu durumun oluşma ihtimali alternatif iş merkezi tanımlamaya engel değildir. Ancak işletmenin dinamiklerine göre alternatif iş merkezlerinin kullanımının konfigüre edilmesi gerekir. Çünkü alternatif iş merkezi kullanmak maliyetlerin yükselmesine yada başka işlerin gecikmesine neden olabilir. Bu gibi durumlarda çizelgeleme programınının operasyon bazında alternatif iş merkezi kullanılmasını seçenek olarak sunabilmesi önemlidir. INPDS Sonlu Üretim Kapasite Planlama ve Üretim Çizelgeleme programı operasyon bazında bu seçeneği sunarak esnek bir platform sağlar. Her senaryo için geciken toplam iş sayısı ve toplam gecikme zamanları hesaplanarak karşılaştırma yapılabilmesini mümkün kılmaktadır.